Coke Drum & Pressure Vessels Coke Drum
Global leading company
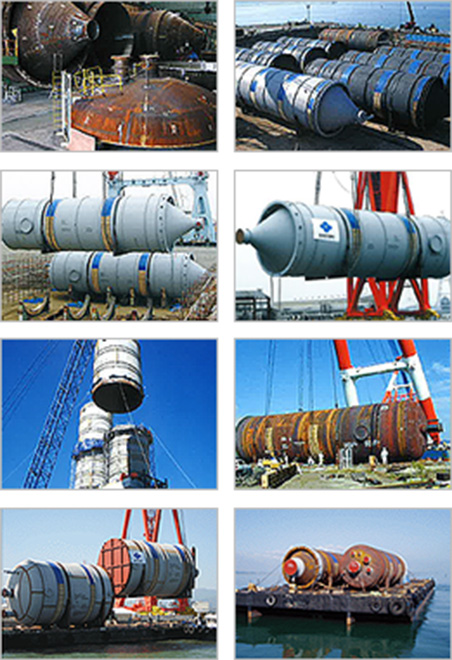
Coke drums are reactor vessels used in delayed coking, a thermal cracking process that is widely used as it is the most efficient. We manufacture high-quality coke drums using the specialized large-scale factory facilities and the technical known-how gained from manufacturing many coke drums all over the world since 1985.
CHECK POINT 01 Stress Analysis
At the request of the customer, we conduct thermal fatigue analysis as well as thermal stress analysis on hot and/or cold spots on the shell, with the aim of verifying and predicting the fatigue life of the skirt attachment of the coke drum. We also conduct stress analysis on the coke drum shell and transportation saddle of each project during transportation over both land and sea. Furthermore, we perform calculations on the strength of the lifting parts and coke drum shell required at the time of the coke drum's installation. We use the MSC-NASTRAN, ANSYS, and ABAQUS programs for the analyses described above.

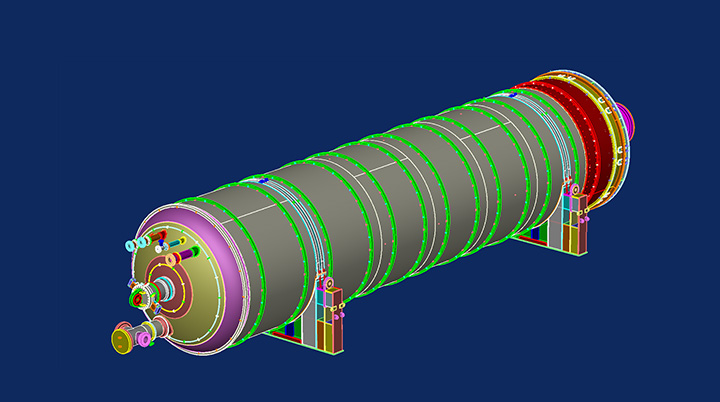
CHECK POINT 02 3-D Design System
We use a 3-D CAD (MicroStation) system for designing coke drums. Applying a 3-D CAD system to the detailed design of coke drums allows all stages, from material arrangement to delivery date management, for cladding plates and forged nozzles to be placed under unified control. This allows us to minimize the required manufacturing time for each product at our factory.
CHECK POINT 03 Cladding Plate
We have accumulated a vast amount of material data on cladding plates used in coke drums. Although the mainstay materials for base metals are 1.25Cr-0.5Mo and 1Cr-0.5Mo, we have successfully used 2.25Cr-1Mo, 3Cr-1Mo, and C-0.5Mo.

New Technology
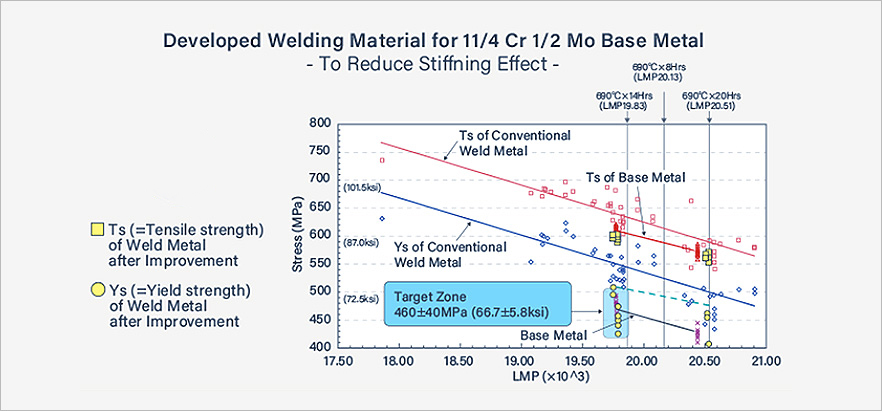
CHECK POINT 01 Developed Welding Material
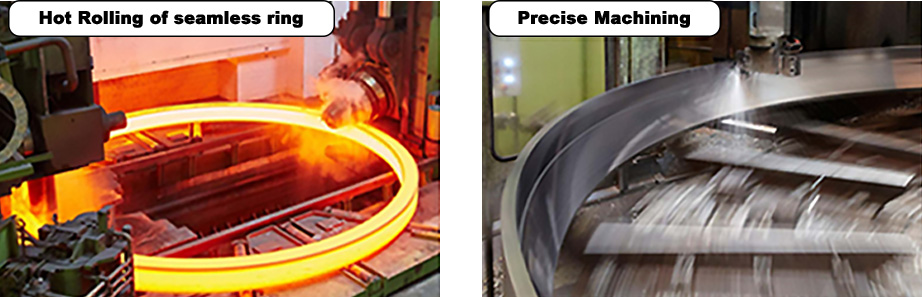
Presently, we are applying the submerged arc welding method to base metal welding for circumferential welds of coke drums. Together with welding material suppliers, we have developed improvements in welding materials to lower the yield stress of weld zones ("strength matching" to a level nearer to that of the base metal), with the aim of improving the durability of the circumferential welds of coke drums and thereby minimizing the occurrence of bulging and cracking.
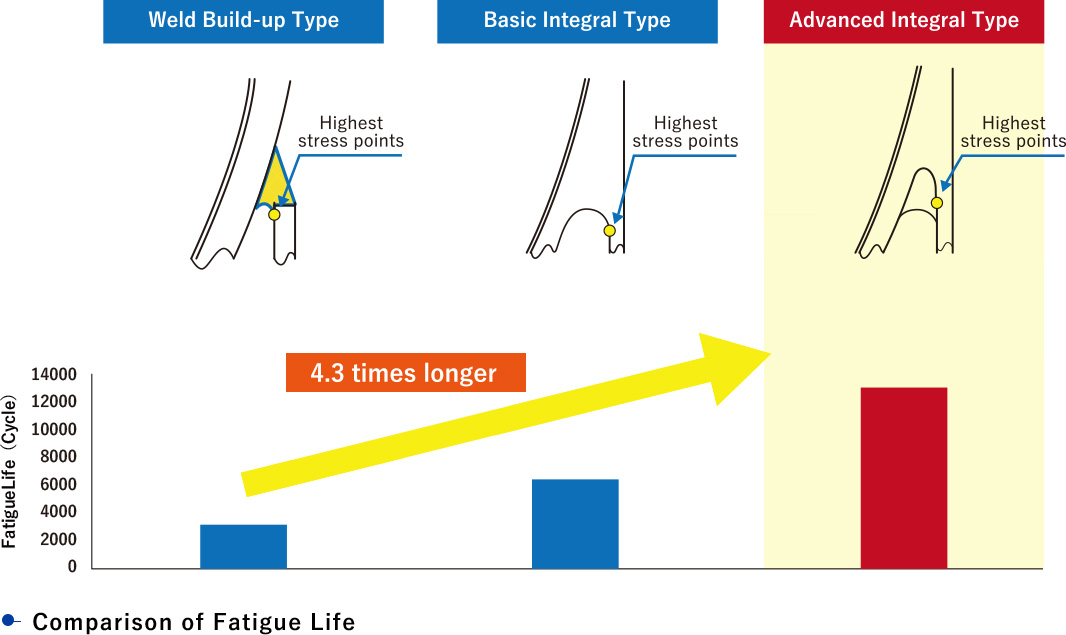
CHECK POINT 02 Advanced Integral Type
The cyclic operation of the coke drum causes high stress at the inside radius of the support skirt. The larger the insideradius becomes, the lower the peak stress intensity at that point. Our vertical lathe enables to manufacture a larger inside radius than that of weld deposited conjunction and machine no circumferential welds joint at highest stress point, where cracks are likely to occur.
The fatigue life of our “Advanced Integral Type” is 4.3 times longer than that of “Weld Build-up Type”.
CHECK POINT 04 Parts Supply for Coke Drum
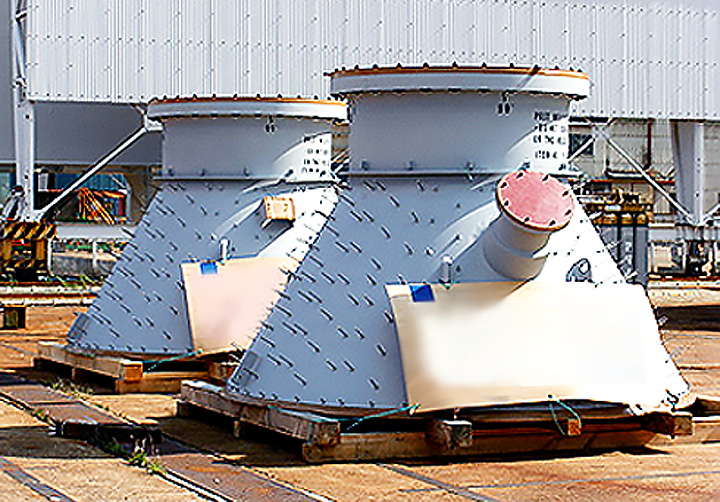
Recently, many coke drum users prefer automatic unheading devise to manual one for safety reason.
We can supply a conical parts adjusted the bottom space of coke drum in your refinery. Of course, these parts can have all necessary inspection and heat treatment such a NDE(Non-Destructive Examination) and Hydrostatic Test. In addition, ASME partial data report can be provided, if necessary.
Plenty of Experience
- Weight
- 643 ton
- Dimention
- 9,800 ID × 55 T × 33,050 TL