


撹拌講座 貴方の知らない撹拌の世界
- HOME
- 製品・ソリューション
- 撹拌槽
- 撹拌講座
- 初級コース その8:スケールアップの基礎の基礎

今回は、 興味深い方も多いであろう撹拌槽の『スケールアップ』に関してのお話です。 初回は「基礎の基礎」として、 そもそもスケールアップとはどういうことなのか明確なイメージを持っていただけるよう、 ご説明したいと思います。 数式などは一切出て来ませんので、 気楽にお読み下さい。
ケーススタディー :
とある化学会社の新素材研究開発室にて
白衣を着たマックス君が、 手に持ったフラスコを振りながら、 なにやら呟いています。
(マックス君は本来ケミカルエンジニアですが、 今回はラボの研究者としての登場です。 )
-

マックス君 ついに、夢の高機能ポリマーの開発に成功したぞ!
顧客のサンプル評価も上々だ。他社にはない耐熱性、耐薬品性に加工性の良さが加わった、夢の超スーパーエンプラの誕生だ!むふふふ…これで、競合のウミヤマ化学に追いつける!
と、 そこへ営業部門のウエダ所長が慌てて入ってきました。
-

ウエダ所長 大変だ!大手顧客のサンサン自動車から、新商品サンプルを従来の1,000倍欲しいというリクエストが来た!最短納期をすぐに出してくれ!
-

えっ、急にそんな無理ですよ。今は、1Lサイズでのサンプルしか出来ていません。
1,000Lでの製造処方や装置なんて、すぐには決まらないですよ。 -

あかん!あかん!とにかく1,000L分のサンプルを作るしかない!
これには我が社の命運が掛かっているのだ!! -
そんな無茶な!うぅぅ…
なんと、 まだ1Lのガラス製ビーカーでしか生産できていないものを、 急遽1,000Lサイズで生産しなければならなくなってしまいました。 マックス君には、 社内から期待と不安が入り交じった視線が一斉に集まります。 もし、 あなたがこの研究者だったらどうしますか?絶対に失敗しないスケールアップ手法、 そして、 所定の量を期限までに確実に生産可能な装置、 開発出来るでしょうか?
絶対に失敗しないスケールアップ手法とは?
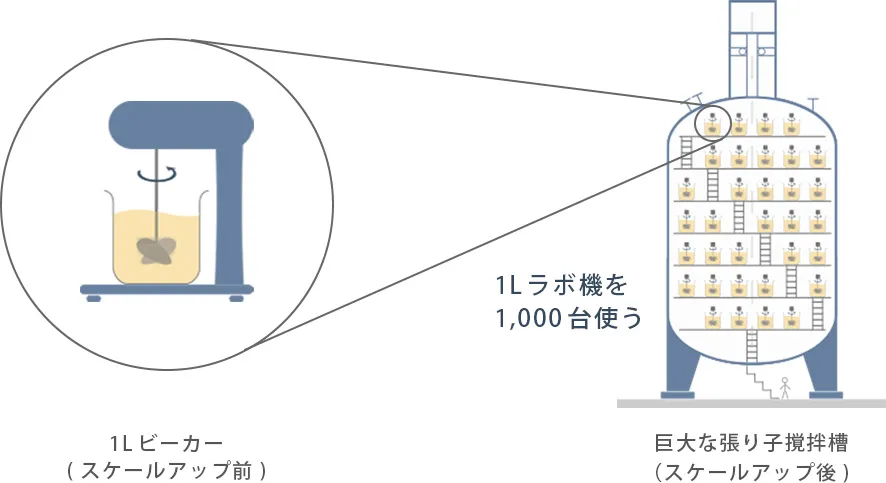
30数年前、 ある大学で撹拌の権威であった某教授は、 大学の講義で「絶対に失敗しないスケールアップ手法」の極意を教えてくれました。 それは、 「1Lラボ試験機で製品が出来たら、 その1L試験機をひそかに999台追加購入して、 反応槽の見た目をした大きな張り子の中に棚を作り、 試験機を並べて同時に1,000台で生産すれば良い。 絶対に同じ製品が出来る。 ただし技術屋としての面子があるので、 張り子の外観はあたかも1,000L撹拌槽のようにしておくこと!」と。 ドヤ顔の教授を前に教室は静まり返り、 誰一人笑う者は居ませんでしたが。 。 。
さて、 現実的なビジネスを考えた場合、 1Lビーカーで出来た製品は、 その100倍や1,000倍以上のひとつの容器で、 一度に大量に生産したいものです。 少し唐突ですが、 今回はスケールアップについて、 お好み焼きを例に説明してみましょう。 とても美味しいお好み焼きができたら、 一度に1,000人分の巨大お好み焼きを作りたくなりますよね(なるかな?)。 さて、 巨大お好み焼き、 あなたならどうやって作りますか?
スケールアップにおける二つの発想
通常、 スケールアップ(生産量増大)?には以下の二つの発想があるように思います。
発想その1:
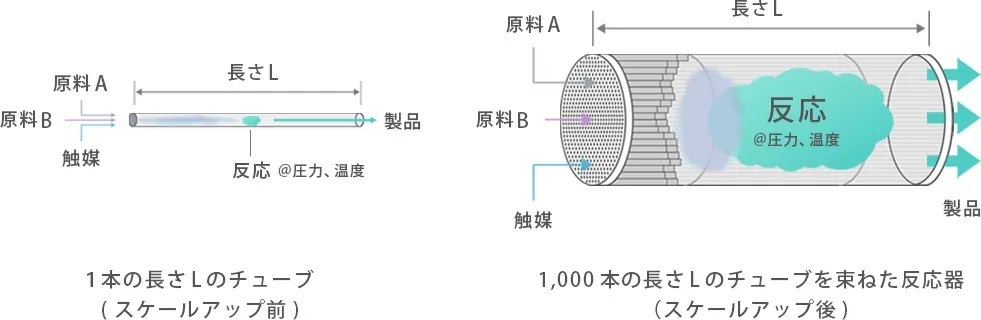
小さな1個が出来たら、 その小さい1個を1,000個作る。
これは、 連続運転での管型反応器などで考えられる手法です。 1本の「長さLのチューブ」内での反応処方が決まれば、 スケールアップはその「長さLのチューブ」を1,000本束ねれば良いのです。 そして、 各チューブ入口での複数原料の均一分配と、 各チューブ内の温度と圧力の均一化に配慮できれば、 極めて少ないリスクでスケールアップができるという発想です。
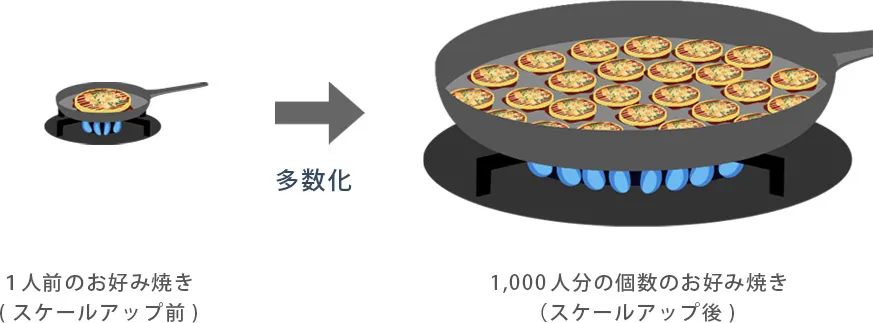
これは、 1皿のお好み焼きを同時に1,000皿作るイメージです。 前述の某大学教授の発想に似たものですね。 これだと、 1皿でも1,000皿でも、 何となく同じ味のお好み焼きが出来る様な気がします。 ここでも管型反応器と同様に、 各お好み焼きの温度均一化(全体の火加減)への配慮は必要です。
発想その2:
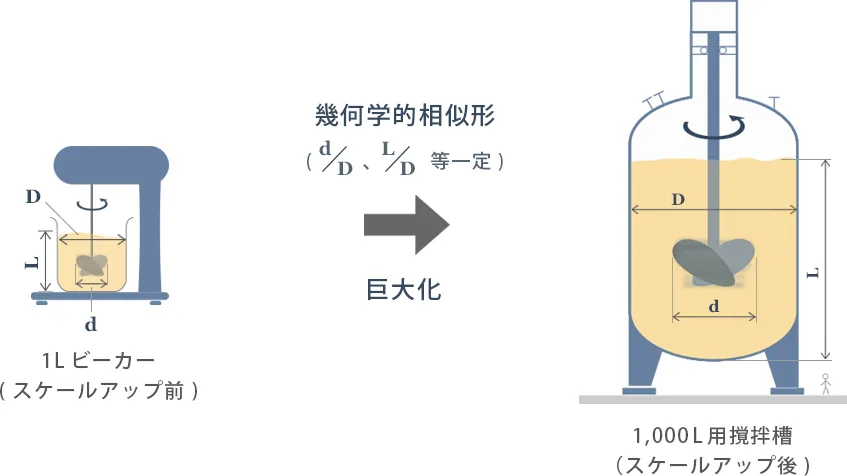
小さな1個が出来たら、 1,000倍の巨大な容器で1個の巨大な製品を作る。
これは、 撹拌槽などで用いられるスケールアップの発想です。 1Lビーカーを1,000個買うことは、 撹拌エンジニアには絶対に許されません。 我々は1,000倍の生産量増大では1,000L容器を使う運命にあるのです。 さらに、 この巨大化プロセスの達成には「幾何学的相似形条件下で!」という暗黙の掟があります。 つまり大型容器の形状は、 1Lビーカーのプロポーションを維持しなさいという決まりです。 1Lビーカーでの槽内径に対する各部分の寸法(翼径、 翼幅、 液深さ、 邪魔板幅など)を全て同じ比率、 つまり幾何学的相似条件になるように大型容器のサイズを決めなければならないのです。 何故、 幾何学的相似形にしたがるのか?賢明な皆さんは既にお気付きと思いますが、 以前の講座にあったレイノルズ数Reや動力数Np値等の無次元数が利用できるようになるからなのです。
これは、 小さい一皿のお好み焼きを作るのと同じアプローチで、 1,000倍の巨大なお好み焼き1個を作ることにほかなりません。 一体、 どんな鉄板で焼くのでしょうか?そんなに大きくして、 火の通りは大丈夫でしょうか?キャベツやお肉は均一に散らばって入っているでしょうか?そもそもキャベツやお肉の大きさは相似形でしょうか?この巨大お好み焼きを1,000個に切り分けて、 果たして当初の小さいお好み焼きと同じ味や風味が出せるのでしょうか?正直、 いろいろな心配事が出てきますよね。
いかがでしょうか、 何となく、 撹拌槽のスケールアップのイメージが湧きましたでしょうか。 お好み焼きの例え話には賛否両論あろうかと思いますが、 ここでお伝えしたかったことは、 撹拌槽のスケールアップは1L容器と1,000L容器という「反応の場が大きく異なる条件下である」こと。 また、 幾何学的相似形を維持しても、 「液量と伝熱面積」や「液量と気・液界面積」等の物理的相似形は崩れていることをイメージして欲しいということです。
つまり、 撹拌のテキストにある「幾何学的相似形で単位動力一定ならだいたい大丈夫!」だけではない、 本質的な矛盾や難しさがあるのだということを感じていただきたかったのです。
ここまで読まれて、 撹拌槽のスケールアップは非常に難解だと思われたかもしれません。 しかし、 大丈夫です。 撹拌槽のスケールアップは、 理論6割、 度胸2割、 残りの2割は運です。 その度胸と運の4割とは、 現場を駆けずり回り、 少しでも良い製品を顧客へ届けたいと願うエンジニアの経験と勘で決まります。 そのあたりのお話は、 次回の「スケールアップの基礎」でお伝えしましょう。
- 撹拌講座 初級コース
-
- はじめに 撹拌の基礎用語
- その1 基礎の基礎、 撹拌を理解する3つのポイント
- その2 「撹拌の目的」の具体例
- その3 「粘り気」の単位が粘度
- その4 撹拌槽を巨大な粘度計と考えてみよう
- その5 動力変化で流れが見えますか(前編)
- その6 動力変化で流れが見えますか(後編)
- その7 撹拌Re数の本質を知ろう
- その8 スケールアップの基礎の基礎
- その9 スケールアップの基礎
- その10 撹拌槽の伝熱性能とは?
- その11 槽内側境膜伝熱係数hiとは?
- その12 撹拌講座の総括
- 撹拌講座 実践コース
-
- はじめに 撹拌講座SEASON Ⅱ
- その1 運転液量、 粘度、 密度の3情報で、 撹拌槽の基本仕様をすぐ決めろ!
- その2 既設生産ラインの撹拌槽の生産性を上げる対策案を出せ!(前編)
- その3 既設生産ラインの撹拌槽の生産性を上げる対策案を出せ!(後編)
- その4 高粘度液のスケールアップでは、流れの変化を見逃すと致命傷になる!
- その5 金魚も知っている!ガス吸収の原理とメカニズム(気液撹拌/前編)
- その6 ガス吸収槽の設計では通気条件の確認を怠るな!(気液撹拌/後編)
- その7 水添槽では運転中に主役が交代する?
- その8 スケールアップで撹拌翼への要求機能が変わる?
- その9 高粘度重合反応のスケールアップでは、脱揮性能を見落とすな!



