
 その5 金魚も知っている! ガス吸収の原理とメカニズム (気液撹拌/前編)
その5 金魚も知っている! ガス吸収の原理とメカニズム (気液撹拌/前編)
撹拌操作の中には、 槽内にガスを導通するプロセスがあります。
このプロセスの主目的は、 槽底からの導通ガスを撹拌により均一に分散させて、 ガス吸収を促進させることです。 ガスが入ることで、 プロセス流体の見掛け比重が低下して撹拌負荷が減少するので、 動力面ではより安全側の運転になるのでは? と考える方も多いと思います。 しかし、 実装置では槽底から大量のガスが上昇することで、 撹拌翼からの安定した吐出・循環流(フローパターン)が阻害され、 混合性能が低下する場合があります。 また、 比較的強い撹拌となることで、 気液混相流下での負荷変動増大により、 撹拌機や槽本体の振動・揺動などのリスクも増えてくるのです。
このように、 実は、 気液撹拌は「気泡が入ると悩みが増える」扱いづらい側面があるのです。 それ故、 性能評価が適切にできていないことが多いことから、 本講座では、 気液撹拌槽を計画・運転する際の基礎知識と勘所をお伝えする事で、少しでも事前のリスク低減ができればと考えています。
今回は、 まず前編でガス吸収操作の原理とメカニズムに関して、 後編で実装置での性能面やハード面でのリスクに関してのお話をさせていただきます。
ガス吸収では、まずガス自身が液に溶解する必要がある。
ガスを導通する撹拌槽には、 「ガス吸収槽」などという名称がついていますが、 「ガスが液に吸収される」とはどのような状態を言うのでしょうか。 ここでは、 ガスが槽内の母液に吸収されるステップに関して考えてみます。
まず、 ガスはそのままの姿では母液に取り込まれることはできません(気体は直接に液体に吸収されない)。 母液に取り込まれるためには、 ガスは自分の姿をガスから液へ変える(溶解する)必要があるのです。 よって、 以下の2工程が必要になります。
工程①: ガスが液に変身する工程
(ガス溶解工程)
工程②: 溶解したガスが母液と混ざる工程
(均一化工程)
上記の工程②は、 ウイスキーや焼酎を水で割る時のように、 液と液の混合であり、 容易に均一化できることから、 ガス吸収操作で律速となるのは工程①のガス溶解工程となります。 よって、 ガス吸収操作のポイントは『如何に早くガスを溶解できるのか』と言えるのです。
さて、 ここである疑問が出てきます。 工程①の「ガスの溶解」とは、 どんな現象でしょうか。
通常、 我々が経験する溶解操作とは「水に塩を溶かす」とか、 「コーヒーに砂糖を溶かす」というように液体に固体を溶かすことを言う場合が多いですね。
中学の理科の授業で習った「溶解度」も固体の話が主体でした。 ガスが溶解するという現象は、 日常ではあまり目にしない現象と言えます。
しかし、 現実には自然界でも池や川の表面からガスが水に溶解しているのです。 ただ、 ガスが溶解前も溶解後も透明なことが多いので、 視覚的に解りづらいだけなのです。
逆に、 母液に溶解したガスが、 液からガスへ再変身する現象はしばしば目にしています。
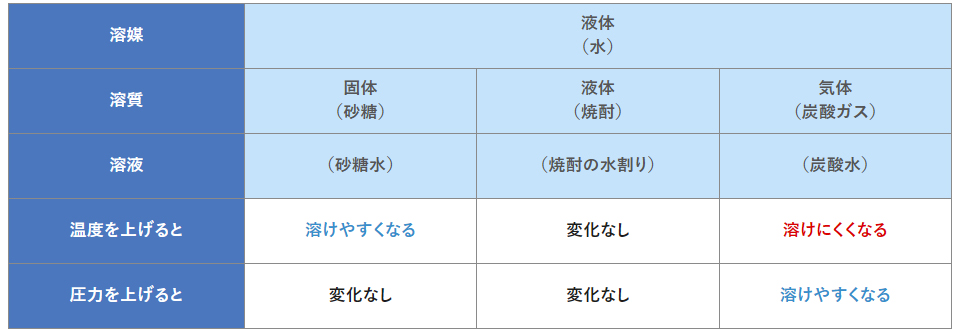
毎晩、 プシューッと缶ビールを開けているお父さん。 缶から出るガスは液中に吸収されていたガス(炭酸ガス)が、 缶内の圧力が下がったことで液からガスへもどった姿なのです。 圧力が安定すれば、 泡の発生は治まりますが、 温度を上げればまた泡が出てきます。 気体は温度が上がれば溶解し難くなり、 泡になって出てくるのです(温度による溶けやすさは固体とは逆の動き)。
表1は固体、 液体および気体での溶解の状況を整理したものです。
( )内は事例
| 溶 媒 | 液体 (水) |
||
|---|---|---|---|
| 溶 質 | 固体 (砂糖) |
液体 (焼酎) |
気体 (炭酸ガス) |
| 溶 液 | (砂糖水) | (焼酎の水割り) | (炭酸水) |
| 温度を上げると | 溶けやすくなる | 変化なし | 溶けにくくなる |
| 圧力を上げると | 変化なし | 変化なし | 溶けやすくなる |
表1 各溶質別の溶解状況の整理
表1 各溶質別の溶解状況の整理
溶存酸素は生命の源! 金魚は気泡を呑み込んで呼吸をしてはいない。
ガスが液に溶解している事を身近な例で説明してみましょう。 まずは、 水槽内の水に酸素を送る装置、 通称「プクプク」です。
幼少時のウエダ所長は水槽のエアーストーンから微細な気泡が出ている景色を眺めながら、 水中で暮らす金魚は、 この微細な気泡をパクっと呑み込んで体内に酸素を取り込んでいるのだと信じていました。
飼育レベルが上がり、 金魚から熱帯魚のグッピーを飼い始めると、 グッピーの赤ちゃん稚魚が誕生していることが分かり(グッピーは母体から直接に稚魚が産出されます)、 嬉しく思うと同時にとても心配になりました。 グッピーの稚魚はあまりにも口が小さくて、 プクプクの大きな気泡サイズでは呑み込めないのではと心配した心優しい少年だったのです。
しかしながら、 ウエダ少年の心配をよそに稚魚はすくすくと大きく成長するではないですか。
そうです、 人は口から空気を吸って、 その20%程度の酸素を肺から取り込んで血液中へ酸素を送るシステム(肺呼吸)がありますが、 魚類は直接に空気(気泡)を呑み込んでも酸素を体内へ取り込むシステムが無いのです。 彼らは水中に溶解している酸素(溶存酸素)をエラの部分で取り込んで毛細血管から体内の血液中へ酸素を取り込むシステム(エラ呼吸)だったのです。
夏の暑い時期に、 金魚鉢の液面付近で苦しそうにパクパクしている金魚を見かけますが、 彼らは溺れかけて液面上の空気を吸いに来ているのではありません。 気体と液体の界面となる液表面を乱して、 少しでも溶存酸素濃度の高い水を自身のエラへ送ろうとしているのです。 水中の溶存酸素濃度が低下すれば、 魚類の生存が危ぶまれます。
ちなみに、 うなぎの養殖等で、 ため池の液面付近で水車を回転させて、 気液界面を乱すことで水中の溶存酸素量を増やして、 うなぎの育成を促す事例も金魚の水面でのパクパクと同じ原理です。

また、 エラを開閉して海水を取り込む機能のない魚(回遊魚と呼ばれるマグロなど)は、 常に泳ぎ続けてエラに海水を取り込む必要があるのです。 この手の魚は、 二つの脳を交互に休ませることで泳ぎながらも睡眠がとれるのだそうです。
人間も肺炎などで肺機能が悪化した場合、 血中の溶存酸素濃度が低下して大変な状態になります。 血液中に溶存酸素を確実に取り込むことの重要性は、 人間も魚も同じなのです。
ガス吸収も伝熱も、「総括移動係数」と「面積」と「勾配」の3因子で決まる!
前章にて、 ガス吸収とは「ガスを母液の中へ溶解させること」というお話をしました。
ここでは、 気液撹拌操作でのガス吸収能力を化学工学的に評価する方法について説明します。
一般に、気液間の物質移動は式(1)で表されます。
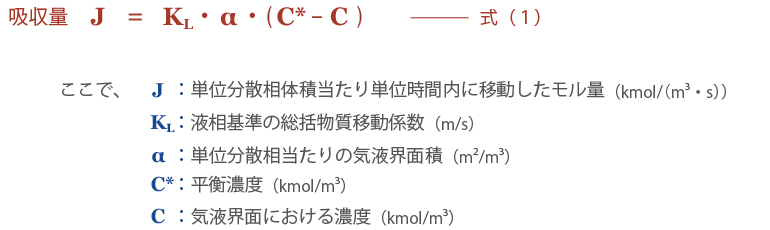
よって、 吸収量Jは、「①KL値」と「②接触面積」と「③勾配(濃度差)」の掛算となっています。
さて、 ここでのKL値の名称(総括・・・)を見て何か思い出しませんか? 初級コースその10でお話した撹拌槽の伝熱計算式でも「総括伝熱係数U値」という因子がありましたね。
伝熱量Qは以下の式(2)で表されます。
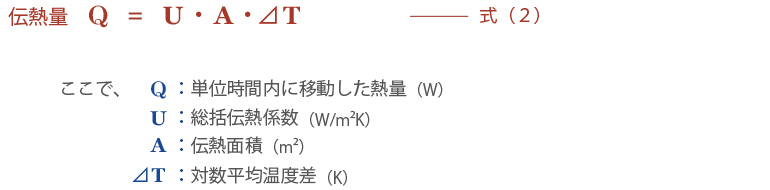
よって、 伝熱量Qも吸収量Jと同じ形式で、 「①U値」と「②伝熱面積」と「③勾配(温度差)」の掛算となっているのです。 すなわち、 ガス吸収も熱移動も、 化学工学的には「①総括移動係数」と「②面積」と「③勾配(濃度や温度)」の積で計算されるということです。
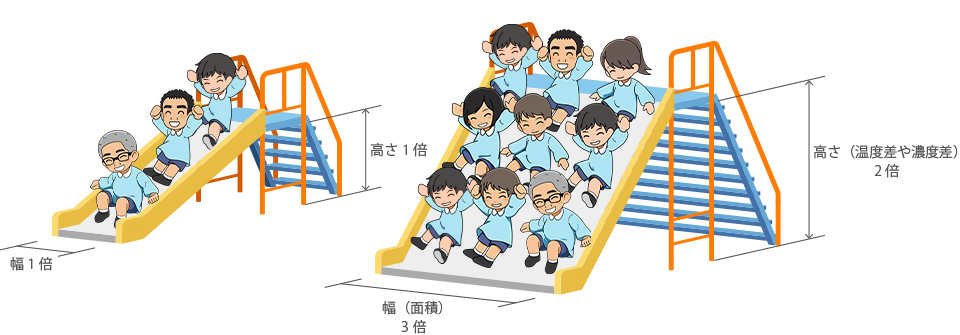
分かりやすく言えば、 移動量とは滑り台で遊ぶ子供たちなのです。 図1に幅(面積)と高さ(勾配)の異なる滑り台を示します。
幅が3倍、 高さが2倍になれば、 滑る子供の<人数×駆動力>は6倍になるのです。 ここでの総括移動係数は、 子供のおしりと滑り台面の摩擦係数(1/抵抗)と言えるかもしれませんね。
図1 移動量の滑り台イメージ
次に、 実務的なお話になりますが、 表2に撹拌槽でのガス吸収と伝熱に影響を与える要因の一例を示します。
大切な事は、 上記の基本式の3因子との関係を認識して撹拌槽の仕様や条件を考えることです。
本表を見ると、 ガス吸収に関しては、 ガス(気泡)の単位容積当たりの界面積が、 多くの撹拌条件の影響を受けることが理解できると思います。 つまり、 ガス吸収性能向上の最重要課題は、 気泡径をいかに小さくして気液界面積を増大させるかなのです。 加えて、 気液撹拌槽では液粘度がさほど高くないにもかかわらず、 単位動力Pv=2~3kW/m3程度の極めて強い撹拌条件となり、 振動や揺動のリスクが大きくなるということを意識して欲しいのです。
また、 酸化反応槽や水素添加反応槽が高圧ガス適用機器となってしまう理由も、 運転圧力を上げて平衡濃度を上げることで、 移動現象のドライビングフォースとなる濃度勾配(3番目の因子)を上げるためなのです。
| 撹拌目的 | ガス吸収操作 | 伝熱操作 | ||||
|---|---|---|---|---|---|---|
| 仕様&条件/3因子 | 総括物質移動係数 KL |
気液界面積 a |
濃度勾配 ⊿C |
総括伝熱係数 U |
伝熱面積 A |
温度勾配 ⊿T |
| 液粘度 |  |
|
|
|||
| 導通ガス種類、難溶性or溶解性 | |
|||||
| 運転温度 (温度差) | |
|||||
| 運転圧力 (圧力差) | |
|||||
| 槽形状 (細長比、板厚) |  |
|
|
|||
| 槽材質 (SUS無垢、クラッド) | |
|||||
| 槽側&ジャケット側の汚れ | |
|||||
| 撹拌翼形状、枚数、段数 |  |
|
|
|||
| 翼上端から液面までの距離 | |
|||||
| 回転数or単位動力 | |
|
|
|||
| コイル、ジャケット形状 | |
|
||||
| スパージャ―仕様 | |
|||||
| バッフル仕様、伝面効果 | |
|
|
|||
表2 各操作別3因子と撹拌槽仕様&条件との関連性
表2 各操作別3因子と撹拌槽仕様&条件との関連性

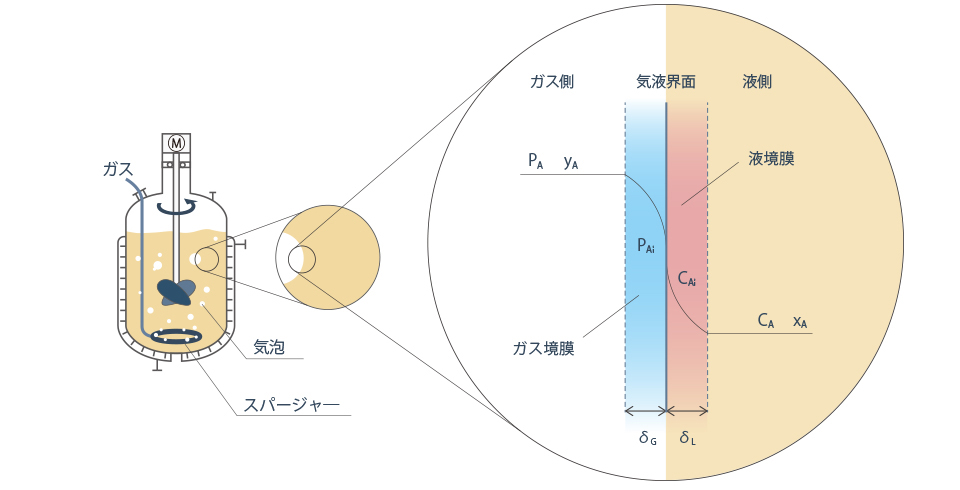
そして、 総括物質移動係数の「総括」とは、 各境膜抵抗の合算を意味しています。 撹拌槽の総括伝熱係数U値が、 図2の通り、 槽内側境膜伝熱抵抗1/hiからジャケット側境膜伝熱抵抗1/hoまでの五つの抵抗を合計したものであったように、 ガス吸収での総括物質移動係数も図3の通り、 2重境膜説での液相側の境膜物質移動抵抗1/kLと気相側の境膜物質移動抵抗1/(HkG)の合計となっているのです。
図2 伝熱操作での総括伝熱係数のイメージ
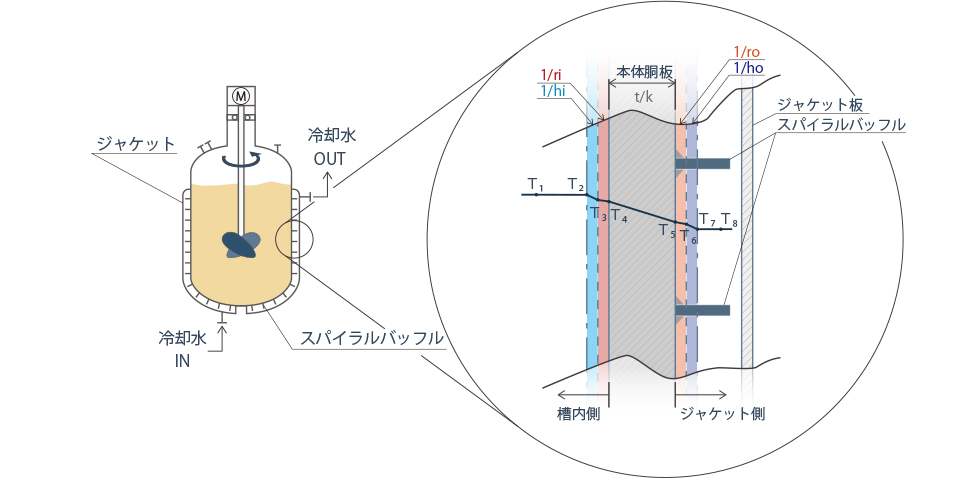
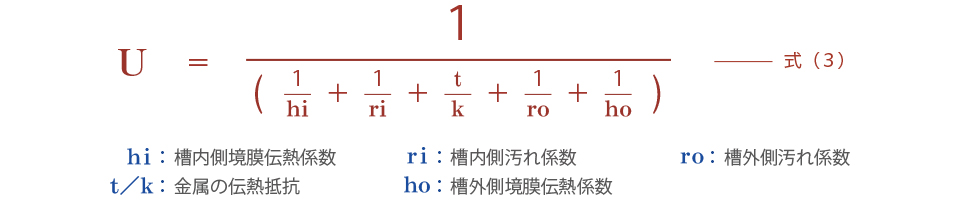
図3 ガス吸収での総括物質移動係数のイメージ
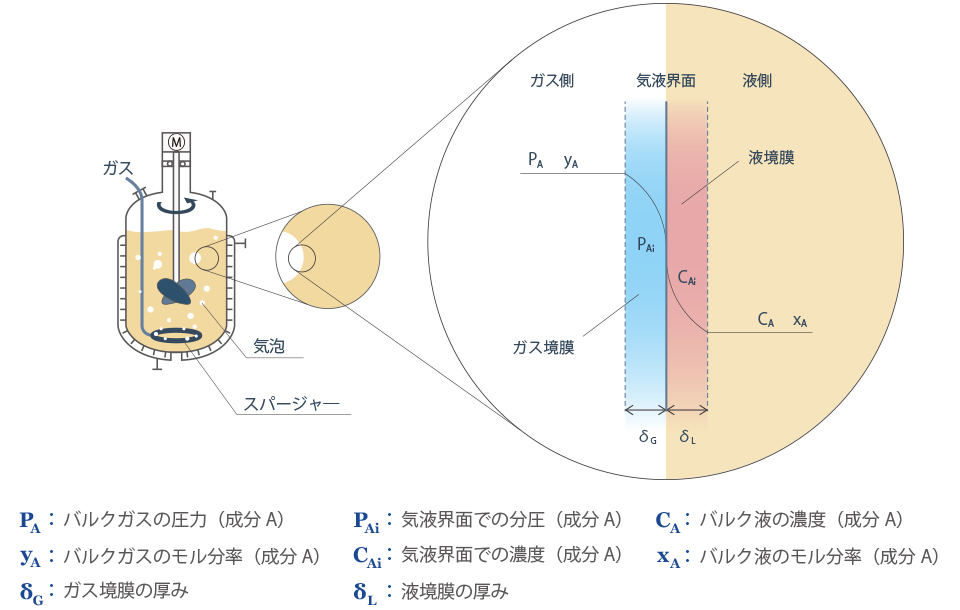
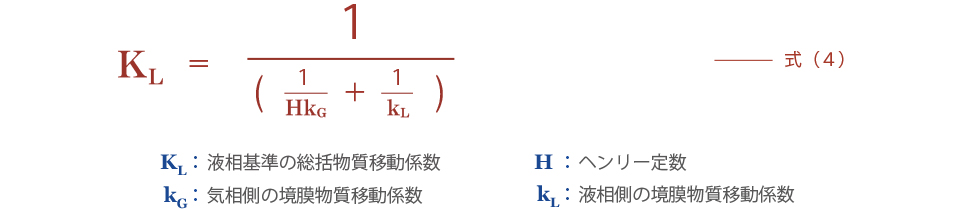
図3 ガス吸収での総括物質移動係数のイメージ

尚、 撹拌槽でのガス吸収操作では、 水素や酸素等の比較的難溶性のガスを取り扱うことが多いので、 影響の少ないガス側境膜の物質移動抵抗1/(HkG)を無視して、 総括KL≒液側境膜の物質移動係数kLと簡略化することがありますが、 大文字のK(総括)と小文字のk(境膜)の意味の違いはちゃんと理解しておくことが肝要です。
また、 ガス吸収性能を示す指標として、 移動係数KLと単位分散相あたりの気液界面積aの積を一つの指標としたKLa(ケー・エル・エー:液相基準の総括物質移動容量係数)が多く使われています。 理由は、 槽内に導入されたガスは撹拌槽内で分裂と合一を繰り返しており、 その気泡径には大きなバラツキがあることから、 気液界面積のみを正確な数値で押さえられないので、 「移動係数と気液界面積の積」というひとくくりの指標での評価となっているのです。
一方、 伝熱量ではジャケットやコイル形状から正確な伝熱面積が計算可能であることから、 総括U値と伝面Aは分けて定義しています。
総括物質移動容量係数KLaは撹拌強さと通気量で決まる。
撹拌槽において、 ガス吸収操作を行う場合のKLaに影響を与える操作因子は以下の式(5)となります。
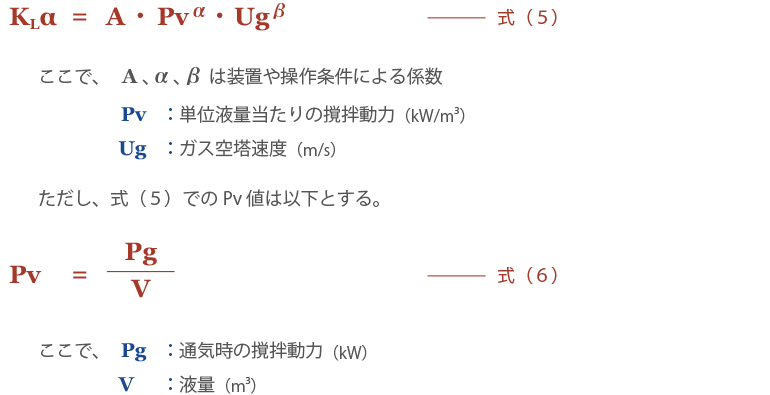
尚、 係数αは0.4~0.7、 係数βは0.4~0.6程度となりますが、 実装置では翼形状、 インターナル、スパージャー形状等の多くの因子が絡んでくるので、 スケールアップ検討ではある程度小スケールでのデータ蓄積が必要となります。 また、 通気時の動力低下の度合いも装置条件で大きく異なる場合もあり、 機器仕様検討時の重要な事前チェック項目と言えます。
以上、 本前編では、 ガスが吸収されるためには溶解する必要があること、 そして溶解のメカニズムの説明を行いました。 また、 撹拌槽での運転条件や操作変数がガス吸収速度にどう関連しているかを伝熱操作での熱移動との比較でイメージをもっていただけたと思います。
ガス吸収性能評価は、 ガス分散特性に関する因子が非常に多いことから、 動力や伝熱にくらべて精度の良い設計式が作り難いと言われています。 そこが、 冒頭の「気泡が増えると悩みも増える」につながっているのです。
次回後編では、 この気液撹拌での悩み事に関して、 事例を用いてお話したいと思いますので、 ご期待下さい。
- 撹拌講座 初級コース
-
- はじめに 撹拌の基礎用語
- その1 基礎の基礎、 撹拌を理解する3つのポイント
- その2 「撹拌の目的」の具体例
- その3 「粘り気」の単位が粘度
- その4 撹拌槽を巨大な粘度計と考えてみよう
- その5 動力変化で流れが見えますか(前編)
- その6 動力変化で流れが見えますか(後編)
- その7 撹拌Re数の本質を知ろう
- その8 スケールアップの基礎の基礎
- その9 スケールアップの基礎
- その10 撹拌槽の伝熱性能とは?
- その11 槽内側境膜伝熱係数hiとは?
- その12 撹拌講座の総括



