Practical course 1: Immediately determine the basic specifications of the mixing vessel using three pieces of information: operating liquid volume, viscosity and density.
Course 1Immediately determine the basic specifications of the mixing vessel using three pieces of information: operating liquid volume, viscosity and density.
Now, let's get started. This is the first session of Mixing Course Season II (practical course). In this practical course, we would like to introduce, assuming a more practical scene in R&D and production sites, what they are thinking when a manufacturer and a user's engineer plan, design and select equipment.We hope that these ideas will help engineers to solve the problems.
For the memorable first session, we will talk about the thinking steps when determining the basic specification of mixing vessels.
Case study: In the office of a mixing vessel manufacturer
This is the office of a mixing vessel manufacturer. The voice of Mr. Ueda, sales manager, echoes throughout the room, and he is making demands on a young man. This young man is Blendy. He may look like a typical young man, but he is a young engineer who has the passion to be the world’s best mixing engineer.
Mr. Ueda
Bring the specs and estimate I asked you to make right away. I told you that it is urgent.
Blendy
Yes, but, I do not have all of the specifications from the customer.
No, no, it is for budgeting. Just make a rough estimate. Figure it out.
Woah. I’m in trouble. What’s the...? Mr. Ueda always makes a lot of impossible requests. (mumbling)
Expert engineer and Blendy's senior, Dr. Nano cannot stand to watch this situation and talks to him.
Dr.Nano
I think you should be able to find the basic specifications with the current information. Let's do it together while you organizing your thoughts.
Thank you! I appreciate your help.
Drill sergeant's order: Immediately determine the basic specification of the mixing vessel with three pieces of information: operating liquid volume, viscosity, and density !
This drill sergeant’s order is the mission that we must accept to decide the basic specifications of the mixing vessel with limited information. Let's get inside the head of the engineer of a mixing vessel manufacturer, who received a request for a rough estimate.
A mixing vessel manufacturer decides the basic specifications based on a certain thought process. For example, as rotating speed of an electric fan (high, medium and low) is decided based on a degree of coolness felt by the persons feeling the wind from the fan, there is also an approximate point of how much mixing condition is appropriate for the mixing vessel depending on the use conditions and purpose. It can be said that a manufacturer judges this mixing condition (HOW) according to the mixing purpose (WHAT) of the customer, based on its accumulated experience and achievements as a chance to showcase the manufacturer's abilities.
Now, we will introduce the thought process used by the manufacturer’s engineers when determining specifications.
Thought Process
1. Picture the vessel
2. Flow assessment
(turbulent or laminar flow)
3. Consider internal components
4. Set the mixing power intensity
5. Determine the rotating speed
6. Select the motor power capacity
Step 1: Picture the vessel (determine the shape and size of the vessel)
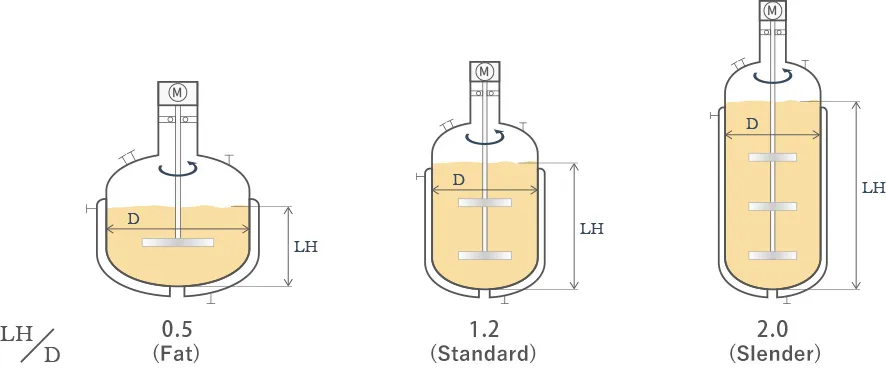
Size image of a vessel may be indicated as a capacity like 1 Litter or 1m3or by inside diameter, such as ID 500 mm. If it is described as a bucket or drum, the inside diameter may be easier to imagine than its capacity. To start, the design of the mixing vessel begins with considering what kind of shape and size of the vessel is supposed to be. The container proportion is indicated by the ratio of liquid height (LH) / inside diameter (D), and it is generally said that LH / D = approximately 1.0 to 1.5 is efficient. If the vessel proportion is too slender, the vertical concentration difference at medium to high viscosity tends to occur, and if it is too fat, the plate thickness of the vessel will be increased to bearing internal pressure.
Figure1 Different shapes of vessels
I guess it is also good for vessels to be a medium build...
The relationship between the vessel diameter and the liquid volume for the vessel with 2:1 ellipsoidal bottom head is expressed by the following equation, using LH / D as a variable.
If we take a figure of 1.2 as the general LH / D ratio, the vessel diameter is given by the equation (2). By keeping this simple expression in mind, an engineer can quickly calculate it using a calculator even in worksites or conference rooms to get the picture.
For vessel diameter, simply increase the liquid volume by 1.14 times and raise it to the power of 1/3. Easy, right?
Consider that the top cover is also 2:1 ellipsoidal head, and the space capacity above the liquid level is about 1.2 times the liquid volume. For this, the size of the vessel is determined first. Incidentally, the shape of the bottom of vessels is generally 2:1 ellipsoidal or 10% dish-shaped head, and the volume of each can be calculated as below. You can easily memorize this.
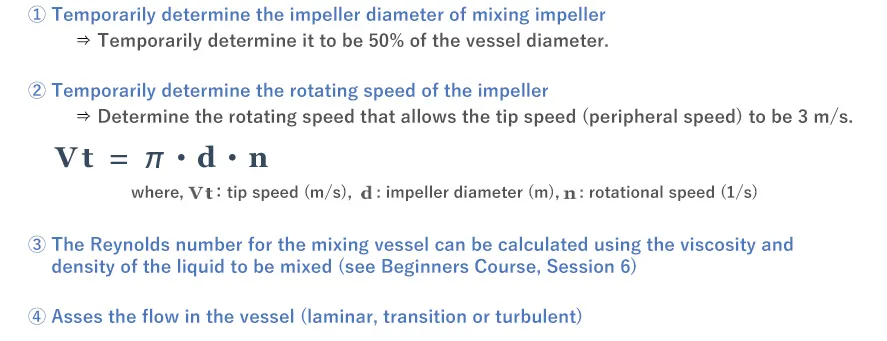
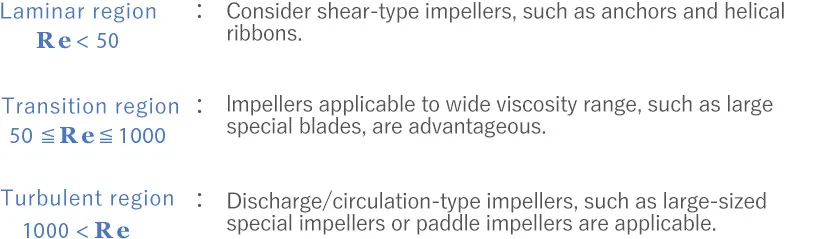
Step 2: Flow assessment (laminar or turbulent)
As explained in the Beginners Course (Session 6), in order to know the flow state in a mixing vessel, you need to calculate the mixing Reynolds number. You learned that once you obtain the liquid properties (viscosity, density), impeller diameter and rotating speed, it is easy to determine using a calculator. Although the liquid properties are specified on the customer’s data sheet and other places during the design stage determining specifications of mixing vessels, the impeller diameter and rotating speed are described as "to be determined by vendor" in most cases.
This is the question: Who and how in the world will determine the rotating speed of the mixing vessel?
Who should I ask about rotating speed—our customers, an engineering company or my boss?
Looking at chemical engineering textbooks, we encounter many mathematical questions using power estimation equations, such as calculate the power consumption from the liquid property, impeller shape, and rotating speed, or calculate the rotating speed to generate a specific power, but there is no textbook that explains the degree of rotating speed required when manufacturing a new mixing vessel. Although the impeller diameter and rotating speed are sometimes specified by the customers for repeat use of existing equipment, most of the time, these are determined by the mixing vessel manufacturer’s engineers. The procedure is given below. In addition, an experienced engineer can only imagine the flow state when the vessel size and viscosity are known.
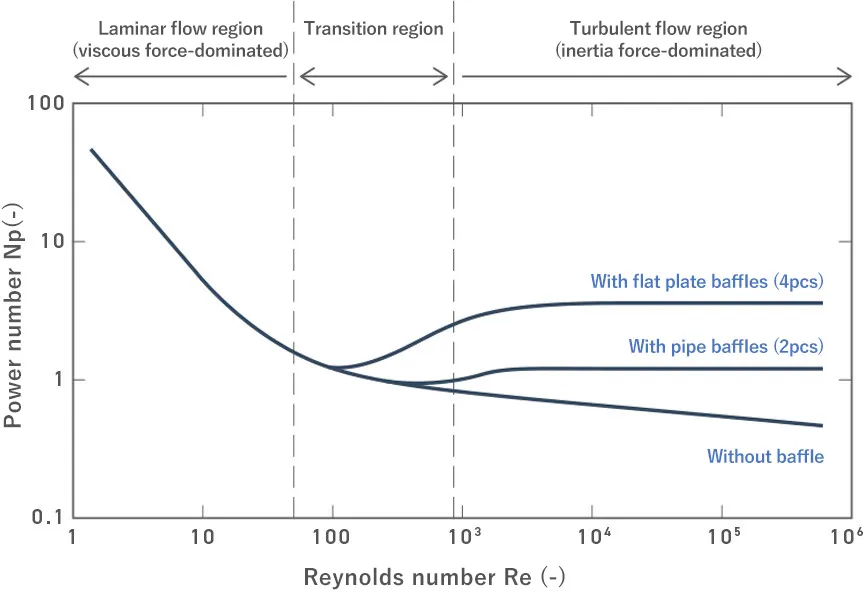
This evaluation is to find in which zone on the logarithmic graph shown in Fig.2 the flow condition is. So, a rough judgement based on the above provisional value will be sufficient for this.
Figure2 Np - Re curve
Step 3: Consider internal components
In consideration of the flow region, baffle condition shall be decided. If it is in a turbulent flow region, attach baffles. Normally, 4 plate flat baffles are used, but if adhesion and the like become an issue, use pipe baffles. Keep in mind that the coil support has the same effect as baffles when inserting the heat transfer coil inside the vessel.
Step 4: Set the right mixing intensity Pv value for liquid viscosity
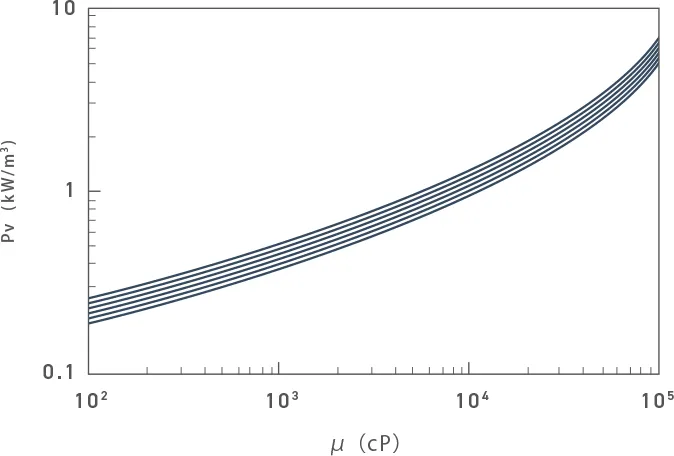
Figure 3 shows a guideline of mixing intensity for general mixing purpose. At low viscosity, the Pv value is 1 kW/m3 or less. The Pv value increases from about 2 to 5 as the viscosity increases from medium to high.
Figure3 Relationship between liquid viscosity and mixing intensity
The mixing intensity settings described here are equivalent to the settings of electric fans-high, medium and low. It is the difference between the strong wind wanted by a sweaty sumo wrestler in a summer training room and the mild wind preferred by a baby who is napping in the veranda, in spring. Although only the evaluation of viscosity is shown, in an actual design scenario, in terms of the gas absorption reaction, the Pv value is set at 2 to 3 kW/m3 for strong mixing and the absorption speed is raised by refining the gas, even when viscosity is low. In emulsion polymerization, you want to reduce the amount of floc generated by shear agglomeration, so mixing conditions are set according to the purpose, such as mixing to be as slow as possible or to be homogeneously mixed. That is the best interesting part of mixing design, which cannot be found in textbooks.
Step 5: Determine the rotating speed
Once the suitable mixing intensity Pv value is decided, mathematics is required to perform the subsequent engineering calculation. Determine the Np value from the Np-Re curve and find the inverse operation for rotating speed. Np values for general impellers, such as paddle blades, can be obtained from figures and estimation equations in chemical engineering handbooks and other places. Np values for large, special impellers and so on, which are not listed in handbooks, can be confirmed by directly contacting the manufacturer through its website and others. However, the Np value is not only determined by the shape of the impellers, it is affected by the liquid height and baffle plate, so care is required.
Step 6: Determine the motor rated capacity
Calculate the net (for stirring resistance) mixing power requirement from the liquid volume and unit power, determine the necessary motor rated capacity by adding the mechanical loss (such as sliding resistance of the sealed part, bearing loss), motor efficiency and so on. Roughly set the rated capacity to about 1.3 times the specified net mixing power. However, care should be taken, since the numerical value of the motor rated capacity is as follows.
I see, it is OK to determine the rotating speed by myself.
You learned something new, right?
That's it. We explained the thought process to determine the basic specification of a mixing vessel (it is until motor selection, but we will stop here for now). What do you think? Was it the procedure more simple than you thought it would be? Probably. Most are simple arithmetic matters. Only 30 minutes are needed to complete a basic design, including motor selection, with a calculator in one hand, while drawing the shape and dimensions of the vessel on the whiteboard in a conference room. However, you, wise readers, were already aware of it, but the criteria for mixing remains unclear.
For example, in the case of a heat exchanger, the purpose is to exchange heat, and the amount of heat Q (W) required is specified by the customer. The manufacturer calculates heat transfer coefficients and design equipment with the required heat transfer area. However, with a mixing vessel, the very name denotes that it is a means of mixing the unit, namely to "mix," and does not indicate the purpose (WHAT). Even with mixing at unit power Pv = 1.0 kW / m3, it will not always be possible. It is design in the sense that we learn what the customer will do with this mixing vessel and propose and design it for that purpose.